O maior foco das indústrias que aplicam a ferramenta do Lean Manufacturing é combater os 7 desperdícios que podem ocorrer na produção de um produto. Existem várias formas de desperdícios e um exemplo é quando se produz mais do que o necessário, ou mesmo, mais rápido ou antes do que é preciso. Ele também pode ocorrer quando o produto não é enviado ao consumidor, desencadeando uma série de eventos que geram custos financeiros e operacionais.
Existem dois tipos de desperdícios: os que são visíveis e os que são ocultos. Com relação aos ocultos, é muito importante que eles sejam descobertos e eliminados antes que possam se tornar grandes demais, incorrendo em uma fonte maior de problemas para a empresa. Uma analogia interessante para exemplificar os problemas visíveis e ocultos é quando imaginamos um iceberg. A ponta do iceberg, que fica aparente às pessoas, representa os desperdícios visíveis: defeitos, retrabalhos, excesso, refugos ou atividades de inspeções. Já o restante do iceberg que é muito maior do que seu topo, é composto pelos desperdícios ocultos. Alguns exemplos destes desperdícios são: custos de urgência nas entregas, procedimentos desnecessários, falhas de equipamentos, tempo perdido em função de acidentes, excesso de inventário, etc. Veja abaixo uma Figura que exemplifica os vários desperdícios visíveis e ocultos encontrados em uma linha de produção na indústria.

Figura 1 – Desperdícios visíveis e ocultos que podem ser encontrados na indústria
Os desperdícios podem assumir diferentes formas, podendo ser encontrados no processamento de um produto ou em entradas e saídas desnecessárias. Podem ainda ser observados na forma de material, estoque, equipamento, infraestrutura, utilidades, documentos, movimentos e outras atividades que não agregam valor.
Quais são os 7 desperdícios da produção?
Os 7 desperdícios da produção foram identificados e categorizados por Taiichi Ohno, um engenheiro de produção que iniciou sua carreira no setor automotivo em 1943 e é considerado o pai do TPS. Segundo ele os 7 desperdícios podem ser categorizados da seguinte forma:
- Defeitos;
- Excesso de produção ou Superprodução;
- Espera;
- Transporte;
- Movimentação;
- Processamento inapropriado;
- Estoque.
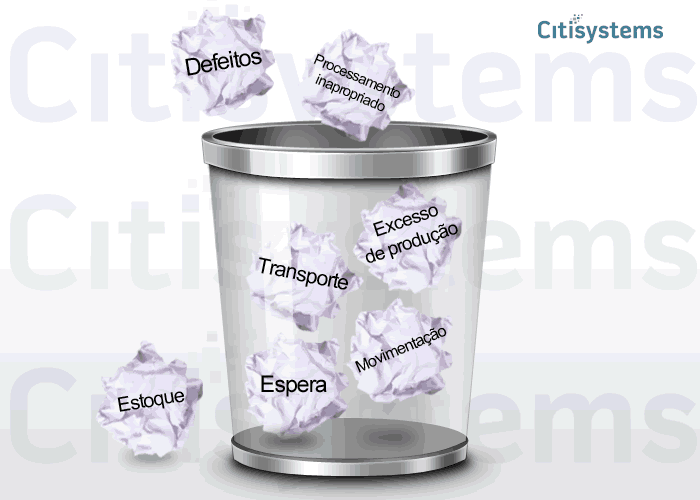
Figura 2 – Os 7 desperdícios da produção segundo Taiichi Ohno.
1 – Defeitos
O que é:
- Processamento na produção de produtos defeituosos;
- Processamento devido ao retrabalho de produtos defeituosos;
- Materiais utilizados na ocorrência de produtos defeituosos e retrabalhos;
Causas:
- Falta de objetividade na especificação do cliente com relação ao produto;
- Processos incapazes;
- Falta de controle de processo;
- Incapacitação de pessoas ou pessoas não qualificadas;
- Setorização ou departamentalização ao invés de qualidade total;
- Fornecedores desqualificados.
Qualidade é fazer a coisa certa logo na primeira vez. Trata-se de prevenção e planejamento, não de correção e inspeção. A má qualidade ou defeitos não só resultam na insatisfação do cliente e danos à imagem da empresa, como também em desperdícios devido aos custos e tempo envolvidos em repor um produto defeituoso. Sendo assim, a melhoria contínua e medidas de prevenção são os meios mais eficazes para reduzir os desperdícios causados por defeitos.
2 – Excesso de Produção ou Superprodução
O que é:
- Produzir mais do que o necessário;
- Produzir mais rápido do que o necessário;
Causas:
- Incentivos e metas por volume (vendas, compras, pagamento, PLR);
- Aumento da capacidade do equipamento;
- Desequilíbrio na linha de produção: Agendamento deficiente/mudanças;
- Planejamento de produção deficiente;
- Práticas contábeis de custos que incentivam o aumento de estoques
A superprodução ocorre quando há maior produção do que a empresa pode vender, resultado em um aumento no estoque de produtos acabados. A superprodução esconde desperdícios, uma vez que muitos pensam que o estoque é considerado um ativo de valor para a empresa, quando na verdade a maioria deles podem se tornar obsoletos ou implicar em custos para mantê-los até que possam ser vendidos. Observe que existe ainda o risco deles não serem vendidos. O Just-in-time e as regras de Kanban são uma boa alternativa para evitar o excesso de desperdício referente à superprodução. Um fato importante é que a aplicação de sistemas Lean favorece equipamentos de menor porte, em grande parte, com o intuito de evitar a superprodução.
3 – Estoque
O que é:
- Estoque excessivo de produto final;
- Estoque excessivo de matérias-primas e insumos.
Causas:
- Produção excessiva;
- Desequilíbrio na linha;
- Grande tamanho dos lotes;
- Alto tempo entre o pedido e entrega do produto (lead time);
- Alta taxa de retrabalho;
- Falta de requisição de materiais e padrões de compras;
Os desperdícios de estoque podem ser originados na compra e armazenamento de excedentes de insumos, materiais ou outros recursos. Eles também possuem origem no excesso de materiais em processo (WIP ou work-in-process) acumulados. A principal causa é, muitas vezes, devido à falta de planejamento e falta de desconhecimento do departamento de compras com relação ao consumo real ou taxa de utilização de um determinado recurso. Ter excesso de estoque significa um maior custo para a empresa, ocupação de área, manutenção do inventário e do estoque. Reforçando novamente que existe a possibilidade de se armazenar produtos obsoletos como ferramentas e materiais. Para evitar o desperdício é necessário um planejamento de compras eficiente e que após a produção do produto o mesmo seja enviado diretamente ao cliente.
4 – Espera
O que é:
- Ociosidade humana ou tempo de espera;
- Ociosidade de equipamentos ou tempo de espera;
Causas:
- Processos ou linhas desbalanceadas;
- Força de trabalho inflexível;
- Superdimensionamento da equipe;
- Não agendamento de máquinas para produção;
- Tempo de setup longo;
- Falta de material ou atraso;
O desperdício referente ao tempo de espera ocorre quando os recursos (pessoas ou equipamentos) são obrigados a esperar desnecessariamente em virtude de atrasos na chegada de materiais ou disponibilidade de outros recursos, incluindo informações. Como exemplo, podemos citar a situação em que um participante atrasa a reunião por perder o horário e chegar atrasado. A espera de ferramentas para começar a trabalhar, de uma assinatura para que um processo continuo ou de um veículo atrasado para transportar os trabalhadores para o local de trabalho, são bons exemplos também.
5 – Transporte
O que é:
- Movimento desnecessário de material;
- Movimento desnecessário de ferramentas ou equipamentos;
Causas:
- Planejamento da rota do produto ineficiente;
- Fornecedores distantes da produção;
- Fluxo complexo dos materiais;
- Layout dos equipamentos ou das células ruim;
- Local de trabalho desorganizado;
Quando qualquer recurso (pessoas, equipamentos, suprimentos, ferramentas, documentos ou materiais) é movido ou transportado de um local para outro sem necessidade, está sendo criado o desperdício de transporte. Como exemplo podemos citar: o transporte de peças erradas, o envio de materiais para o local errado ou na hora errada ou o envio de documentos para lugares que não deveriam ser enviados. Uma maneira de reduzir o desperdício de transporte é criando um layout eficiente, onde os clientes são atendidos por fornecedores próximos. Células que trabalham entre si ou servindo umas às outras, também devem ser alocadas em proximidade para reduzir o desperdício de transporte. Materiais e ferramentas de algumas células de trabalho também podem ser movidos, realocados, ou posicionados ao lado ou perto de usuários de outras células de trabalhos ou seus clientes internos.
Lembre-se de que transportar recursos no ambiente fabril é uma necessidade, mas se não houver planejamento e estudos de forma a minimizar este tempo, torna-se uma atividade que não agrega valor ao produto. Por isso é necessário acompanhar de perto se em algum local há lacunas ou falhas que possam ser ajustadas.
6 – Movimentação nas operações
O que é:
- Movimentos desnecessários dos trabalhadores.
Causas:
- Layout ruim e ambiente de trabalho desorganizado;
- Estoque ou células de trabalho desorganizados;
- Instruções de trabalho não padronizadas ou não compreendidas;
- Fluxo de materiais no processo não muito claro.
O desperdício no movimento acontece quando ocorrem movimentos desnecessário do corpo ao executar uma tarefa. Alguns exemplos: procurar, andar, flexionar, elevar, abaixar e outros movimentos corporais desnecessários. Os trabalhadores cometem este tipo de desperdício quando procuram por ferramentas ou documentos ou quando seu local de trabalho está cheio ou desorganizado. Muitas vezes, o desperdício de movimento atrasa o início dos trabalhos e interrompe o fluxo das atividades.
Para reduzir a movimentação dos operadores, primeiramente é necessário analisar se elas são necessárias ou não. As desnecessárias devem ser imediatamente trabalhadas. Já para movimentações necessárias, é importante verificar se é possível torná-las mais práticas para o operador. Isto pode ser feito reorganizando o local de trabalho ou mesmo redesenhando o layout da linha de produção.
7 – Processamento
O que é:
- Processo que não agrega valor realizado pelo homem;
- Processo que não agrega valor realizado pela máquina;
Causas:
- Falta de objetividade nas especificações do cliente;
- Mudanças frequentes na engenharia do produto;
- Qualidade excessiva (refinamento);
- Análise inadequada de valor;
- Instruções de trabalho mal elaboradas.
Esta categoria de desperdício refere-se aos processamentos que não agregam valor ao item que está sendo produzido ou trabalhado. Exemplos são etapas adicionais que não aumentam a qualidade do produto ou etapas que simplesmente adicionam excesso de qualidade de que os clientes não necessitam. Documentação desnecessária é também uma forma de desperdício de processamento.
Se for realizada uma análise criteriosa, é possível identificar atividades e tarefas dentro do processo que podem ser irrelevantes e que afetam diretamente a produtividade e o custo da operação. Por este motivo é necessário analisar e identificar em cada etapa a existência de gargalos e eliminá-los.
Está gostando desse artigo?
Cadastre-se hoje e receba atualizações por e-mail. Respeitamos a sua privacidade e você nunca terá seu e-mail divulgado.
Como eliminar os desperdícios?
Abaixo, alguns passos que podem ser seguidos para uma efetiva eliminação dos desperdícios:
- Fazer com que o desperdício seja visível, caso ele seja oculto;
- Estar consciente do desperdício;
- Assumir a responsabilidade pelo desperdício;
- Mensurar o desperdício;
- Eliminar ou reduzir o desperdício.
Em resumo, para que seja possível eliminar os desperdícios, é necessário vê-los e reconhecê-los, identificando quem é o responsável por eles. Finalmente ele deve ser mensurado de forma a estabelecer seu tamanho e magnitude. Os desperdícios que não podemos ver, não podem ser eliminados. Quando um desperdício é negligenciado, também não é possível eliminá-lo e quando alguém se recusa a aceitar a responsabilidade desperdício, então ele não vai trabalhar para eliminá-lo. Finalmente, quando o desperdício não é medido, as pessoas podem pensar que ele é pequeno demais ou trivial e, por este motivo, não estarão motivadas em detê-lo. Como diz o ditado: “O que não é medido, não é melhorado”…




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}