Em processos de manufatura, o uso do sensor laser é essencial para que o padrão de qualidade dos produtos não apresente flutuações. Para isso, é preciso identificar aqueles que apresentam medidas fora do padrão e, portanto, não se enquadram nas tolerâncias definidas.
Porém, em alguns casos a tolerância a ser respeitada é muito pequena, o que dificulta a detecção das irregularidades. Uma solução para este problema que oferece uma ótima repetibilidade na medição é o micrômetro laser.
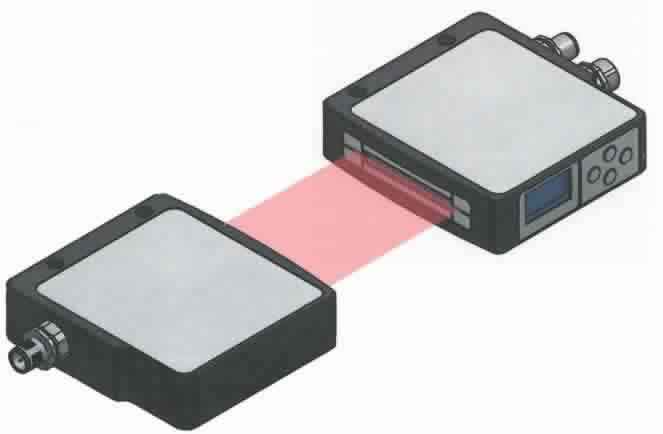
Figura 1. Micrômetro laser BLA – Balluff.
O micrômetro laser se encaixa na categoria de sensores laser optoeletrônicos e é composto por um transmissor de feixe laser e um receptor, com alcance de medição de até dois metros. Sendo capaz de realizar medições com precisão em torno de 10µm.
Assista o vídeo abaixo para entender mais sobre o funcionamento do micrômetro laser:
O sensor apresentado no vídeo possui duas saídas analógicas em 0V a 10V ou 4mA a 20mA, que são padrões geralmente utilizados em instalações industriais, e também três saídas digitais para a identificação de objetos.
Suas saídas analógicas são configuráveis de acordo com a grandeza que se deseja medir. O modos de medição disponíveis neste sensor estão apresentados na tabela 1:
| Modo | Representação | Descrição |
| Objeto à esquerda (LO) |  |
Borda de um objeto que se aproxima pela referência da esquerda. |
| Lacuna à esquerda (LS) | 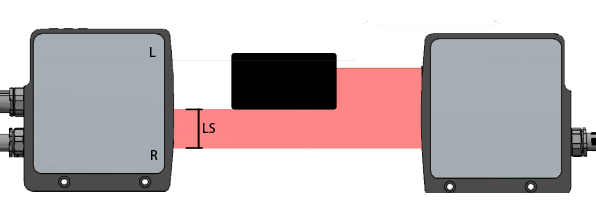 |
Inverso do anterior. Lacuna deixada pela borda do objeto à esquerda. |
| Objeto à direita (RO) | 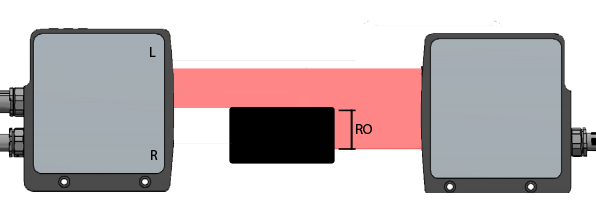 |
Borda de um objeto que se aproxima pela referência da direita. |
| Lacuna à direita (RS) | 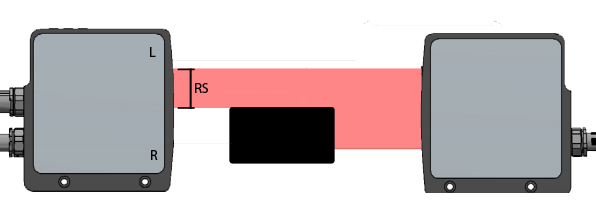 |
Inverso do anterior. Lacuna deixada pela borda do objeto à direita. |
| Diâmetro (D) |  |
Diâmetro do objeto (cilíndrico)/Distância entre os lados medidos. |
| Lacuna (S) | 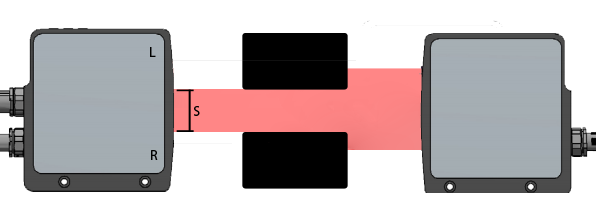 |
Distância entre as bordas do objeto à direita e esquerda. |
| Posição do objeto (PO) | 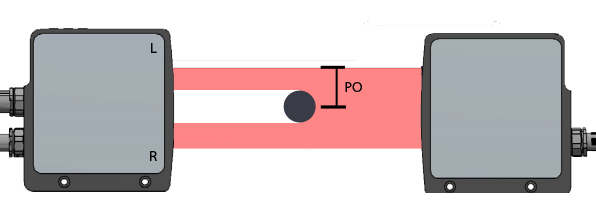 |
Posição relativa ao centro do objeto medido. |
| Posição da Lacuna (PS) |  |
Posição relativa ao centro do feixe da lacuna medida. |
| Sem medição | 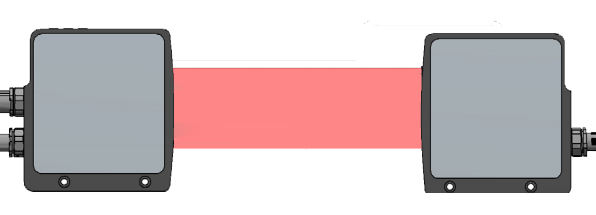 |
Nenhum objeto sendo mensurado. |
Tabela 1. Modos de medição do sensor micrômetro laser.
Você Gostou Deste Artigo?
Cadastre-se hoje e receba atualizações por e-mail. Respeitamos a sua privacidade e você nunca terá seu e-mail divulgado.
Com relação às saídas digitais, estas são utilizadas para a identificação de um determinado objeto por meio de um dos métodos de medição citados na tabela 1, com tolerância especificada pelo usuário.
Desta maneira, é possível “ensinar” ao micrômetro laser a identificar certo objeto e enviar esta informação em três bits, sem necessidade de processamento externo. De acordo com a combinação destes bits, o sistema reconhece o objeto, sem erros quando este estiver dentro da tolerância. O que permite a verificação de problemas diretamente na linha de produção, de forma automatizada.
Aplicações
O micrômetro laser apresenta inúmeras possibilidades de aplicação. Com um micrômetro ou mais é possível aprimorar os processos de medição em tempo real e com altíssima precisão. Algumas aplicações típicas deste equipamento estão listadas abaixo:
- Medições de fios finos ou de fibra ótica.
- Medições de diâmetro de peças cilíndricas.
- Medições de irregularidades em superfícies.
- Medição de espessura de chapas, lâminas ou filmes.
- Medição de posição e vibrações em eixos.
- Medição do espaçamento entre eixos.
- Detecção automática de objetos.
- Verificação de tolerância em diversos objetos simultaneamente.
Com tantas aplicações e a possibilidade de melhorar a qualidade da produção a partir de um único equipamento, o micrômetro laser pode ser a solução de muitos problemas encontrados na indústria. Portanto, o sensor laser é uma excelente opção para quem busca agilidade, precisão e melhoria da qualidade na produção.
Co-autoria: Guilherme Cano lopes
Estudante de Engenharia de Controle e Automação pela UNESP e técnico em mecatrônica pela ETEc Getúlio Vargas. Durante a faculdade foi bolsista de iniciação científica e membro da equipe de pesquisa em robótica móvel da UNESP, participando em competições como a Robocup. Atualmente é estagiário na empresa Citisystems.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}