A capacidade de um processo pode ser definida como sendo a capacidade inerente de um processo para a produção de peças idênticas, por um longo período de tempo sob um determinado conjunto de condições. Ela objetiva demonstrar se um processo de fabricação específico é ou não viável e sustentável. É a partir desta avaliação rigorosa que um fabricante pode analisar todas as características do produto e então, decidir se quer continuar com a produção, alterar especificações ou cancelar o projeto. Neste contexto existem indicadores importantes como o CP e CPK que vermos neste artigo.
Avaliar a capacidade de um processo é bastante importante, uma vez que permite quantificar a forma de como um processo pode produzir produtos aceitáveis. Como resultado, os gerentes e engenheiros de uma fábrica podem priorizar melhorias necessárias e identificar os processos que não precisam de atenção imediata.
Avaliação da Capacidade do Processo
A avaliação da capacidade de um processo é realizada através de uma estrutura chamada de análise de capacidade do processo (ACP). A ACP pode ser definida como um método de melhoria em que uma característica do produto é medida e analisada objetivando determinar a capacidade do processo que satisfaça as especificações para a característica em estudo. Embora a capacidade possa ser avaliada através de várias medidas e métodos, tais como tolerância percentual consumida por capacidade ou a partir de um gráfico de controle ou análise de histograma, a maneira mais comum de fazer isso é através dos índices de capacidades (IC). ICs são medidas específicas que comparam a saída do processo real com os limites de especificação para uma determinada característica. Em outras palavras, eles mostram a capacidade de um processo para satisfazer as suas necessidades por meio de um estudo numérico padrão. Entre os ICs existentes, os mais populares são o Cp (capacidade de processo) e Cpk (índice de capacidade de processo).
Medição do Cp e Cpk
O Cp e Cpk são índices que apontam se o processo está fabricando produtos dentro de uma faixa de especificação e assim indicam se a produtividade está o suficientemente aceitável. Estes índices são muito importantes na fase do desenvolvimento de produto, pois nesta fase inicial, a análise do histórico dos índices de capacidade de peças similares podem permitir que sejam escolhidos processos e especificações coerentes que sejam eficazes estatisticamente. Adicionalmente, eles também se fazem importantes durante a homologação do processo, pois podem revelar processos problemáticos antes da entrada de produtos na linha de produção.
Para fazer o estudo de capacidade e performance, é necessário medir e identificar as diferentes fontes de variabilidade do processo, ou seja, é necessário que o processo esteja sob controle estatístico de processo. Os conceitos de estatística deverão ser utilizados para separar os efeitos da variabilidade das chamadas “Causas Comuns” (inerentes ao processo) das “Causas Especiais” (derivadas de variáveis específicas e controláveis).
Cálculo do Cp e Cpk
Para calcular os índices, é necessário que primeiro seja definida uma característica a ser medida. Após isto, é necessários colher amostras de medições desta característica. Por exemplo, para uma linha de produção de latas, podemos definir uma característica medida como sendo o diâmetro da lata. Sendo assim, adotamos limites inferiores e superiores para o diâmetro da lata que devem ser cumpridos para que não tenhamos produtos fora de especificação. Seria algo do tipo: o diâmetro não pode ser menor do que 40mm e maior do que 42mm. Com o LSE e LSI definidos, basta agora colher amostras de medições e calcular os índices Cp e Cpk.
O Cp foi o primeiro índice proposto na literatura e é utilizado para avaliar a largura da amplitude do processo em comparação com a largura da especificação. Ele pode ser calculado utilizando a seguinte fórmula:
CP = ![]()
sendo:
- LSE: Limite Superior de Especificação
- LIE: Limite Inferior de Especificação
- σ : Desvio-padrão calculado a partir da amostragem de medições.
Simplificando, quanto maior for o índice Cp, menor a probabilidade da característica de qualidade medida estar fora das especificações, o que indica que haveriam menos produtos defeituosos durante o processo produtivo.
Na tabela 1, é possível visualizarmos a relação entre o valor de Cp, a quantidade de produto defeituoso e quais as ações corretivas normalmente adotadas.
| Valor de CP | Produto Fora da Especificação | Ação típica adotada |
| <1.0 | >=5 % | Aumento de controle de processo, triagem, retrabalho, etc. |
| 1.0 | 0.3 % | Aumento de controle de processo, inspeção. |
| 1.33 | 64 ppm | Inspeção reduzida e utilização de cartas de controle. |
| 1.63 | 1 ppm | Verificação pontual e utilização de cartas de controle. |
Como explicado, o Cp é muito importante para que seja avaliada a largura da amostragem com relação à faixa dos limites de especificação, mas uma limitação deste índice é que ele só incide sobre a dispersão do processo estudado, não considerando a centragem do referido processo. O índice Cp apenas considera a variabilidade do processo (σ). Com o intuito de analisar o processo considerando-se a centragem das amostragens, criou-se o índice Cpk.
O Cpk foi criado em 1986 com o objetivo de medir a distância entre o limite de especificação mais próxima do valor esperado a partir da característica de qualidade estudada, de modo a relacionar a metade desta distância da amplitude do processo natural, 3σ. De um ponto de vista prático, o índice Cpk é mais avançado do que o Cp, porque pode ser utilizado para medir as características de qualidade, onde apenas um limite de especificação é importante. Este índice é obtido a partir da fórmula seguinte:
CPK = 

sendo:
- LSE – Limite Superior de Especificação
- LIE -Limite Inferior de Especificação
- Χ – Mediana da característica medida
- σ – Desvio-padrão calculado a partir da amostragem de medições.
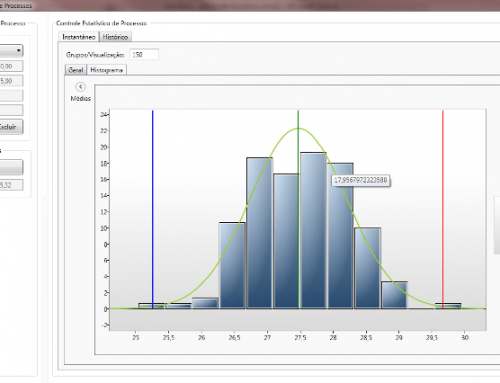
Na prática, quanto maior for o índice Cpk, menor será a probabilidade da característica de qualidade medida estar fora de especificação, o que também significa que a curva gaussiana (traço mais fino em vermelho que delimita o histograma da Figura 1 abaixo) mantém uma posição aceitável de centragem no que diz respeito aos limites. Por outro lado, o aumento do valor do Cpk pode exigir uma alteração na média do processo, no desvio padrão, ou em ambos. É importante ressaltar que em alguns processos pode ser mais fácil aumentar o valor de Cpk, alterando o valor médio, talvez através de um simples ajuste do objetivo do processo, do que reduzir o desvio padrão investigando as muitas causas da variabilidade.
Na Figura 1, é possível visualizar de forma gráfica alguns cenários para os índices Cp e Cpk e a denominação para o processo quando analisados nestes cenários.

Figura – índices de capacidade de processo cp e cpk
Está gostando desse artigo?
Cadastre-se hoje e receba atualizações por e-mail. Respeitamos a sua privacidade e você nunca terá seu e-mail divulgado.
Benefícios do Cp e Cpk, OEE e como os softwares contribuem para o aperfeiçoamento, monitoramento e melhorias ?
Como é possível verificar, a razão para que um cliente possa necessitar saber qual o Cp ou Cpk do processo de um fornecedor é simples: na prática ele deseja conhecer a probabilidade de ele adquirir produtos fora da especificação. Como vimos, se o índice Cpk de um processo for menor que 1, é provável que o cliente deseje outro fornecedor pois as especificações não estão sendo cumpridas com certa frequência. O ideal é que o Cpk seja maior que 1 sendo que tipicamente é desejado o valor de 1,33 que significa 64 ppm de produtos fora de especificação.
Além do benefício de fidelizar um cliente com a utilização e o aprimoramento destes índices de performance, constata-se que eles refletem diretamente em outro indicador bastante utilizado na indústria, o OEE (Overall equipment effectiveness). Isto porque um bom valor de Cp e Cpk impactam diretamente no fator de qualidade do produto que é utilizado no cálculo do OEE.
Softwares CEP
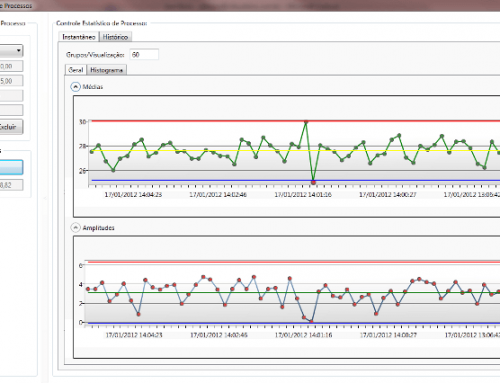
Os softwares para controle estatístico de processo (CEP) podem ser uma ferramenta muito útil para a análise do processo. Atualmente, é fácil encontrar estas ferramentas que são capazes de analisar processos em tempo real, permitindo aos operadores e gerentes a uma ágil tomada de decisões de forma a impedir a produção de peças ruins. Usando softwares de CEP em tempo real é possível tomar medidas preventivas de forma a garantir que tudo esteja no controle. Obviamente, quando o processo permanece sob controle e os parâmetros estão dentro das especificações do cliente, então é possível colher os benefícios do CEP.
Com o custo da má qualidade como uma métrica visível nas empresas, que não desejam ter custos de falhas internas, os softwares CEP podem atuar na prevenção de sucatas, retrabalhos e outros custos de qualidade interno. Estas ferramentas impedem custos externos de qualidade, tais como devoluções, garantia.
Há ainda uma questão fundamental que cada empresa deve fazer: “Quantas peças ruins são produzidas antes que possamos saber que peças ruims estão sendo produzidas? “Esta é a razão pela qual uma ferramenta de análise em tempo real pode ajudar muito na redução de custos.
![5W2H: Saiba Designar Tarefas [Exemplo Prático]](https://www.citisystems.com.br/wp-content/uploads/2016/08/5w2h-500x383.png)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}