Nos artigos anteriores pode-se observar que o principal objetivo da primeira etapa do programa de manutenção autônoma é de aumentar a confiabilidade através da eliminação das sujeiras, pós e fuligem, expondo para isto todas as anomalias dos equipamentos e a busca pela correção dos defeitos menores e se estabelecer as condições básicas do equipamento.
As anomalias são deficiências, desordens, pequenas irregularidades, defeitos ou incômodos, qualquer condição que possa levar a outros problemas nos equipamentos e através da ação prática da limpeza minuciosa que traz irregularidades escondidas às claras, os operadores aprendem que “limpeza é inspeção”.
Para evidenciar este processo utiliza-se de uma ferramenta muito importante neste processo que é a colocação de etiquetas para poder evidenciar a quantidade de problemas nos equipamentos. Para cada anomalia encontrada no processo de limpeza o operador deve colocar uma etiqueta mostrando quando foi encontrada, quem a encontrou, e a identificação do problema.
Utiliza-se etiquetas na cor azul para problemas que os operadores possam eles mesmos resolverem e etiquetas vermelhas para os problemas que exijam um conceito mais técnico, como é o caso do departamento de manutenção (Figura1). Este processo faz com que os problemas saíam do domínio de quem opera e comprometa a todos, tanto os próprios parceiros de equipamento, como os supervisores e o pessoal do departamento de manutenção.

Figura 1 – Tipos de etiquetas da Manutenção Autônoma. Fonte: Adaptado de (SUZUKI, 1994)
Para ajudar na resolução das anomalias se faz uma classificação das mesmas, para direcionar melhor e poder haver um melhor planejamento para sua resolução. A seguir as possibilidades de classificação das anomalias (Tabela 1):
| Anomalias | Exemplos |
| 1. Defeitos Menores | Contaminação |
| Danificação | |
| Folga | |
| Frouxidão | |
| Fenômenos anormais | |
| Problemas de aderência | |
| 2. Condições básicas não cumpridas |
Lubrificação |
| Suprimento de Lubrificante | |
| Aferidor de nível de óleo | |
| Aperto | |
| 3. Lugares Inacessíveis | Limpeza |
| Verificação | |
| Lubrificação | |
| Apertos | |
| Operação | |
| Ajustes | |
| 4. Fontes de Contaminação | Produto |
| Material bruto | |
| Lubrificantes | |
| Gases | |
| Líquidos | |
| Sucata | |
| 5. Fontes de Defeitos de Qualidade |
Corpo estranho |
| Vibração | |
| Umidade | |
| Tamanho da fibra | |
| Concentração | |
| Viscosidade | |
| 6. Itens Desnecessários e não urgentes |
Maquinário |
| Equipamento de tubulação | |
| Instrumentos de Mensuração | |
| Equipamento elétrico | |
| Ferramentas e gabaritos | |
| Partes de reserva | |
| Reparos provisórios | |
| 7. Lugares não Seguros | Pisos |
| Degraus | |
| Luzes | |
| Maquinário rotativo | |
| Engrenagem de elevação |
Fonte: Adaptado de (SUZUKI, 1994)
Está gostando desse artigo?
Cadastre-se hoje e receba atualizações por e-mail. Respeitamos a sua privacidade e você nunca terá seu e-mail divulgado.
Todo este processo não é uma atividade fácil, portanto há muita necessidade de comprometimento das lideranças, exigindo muitos treinamentos e capacitações por parte dos mesmos. É muito importante que os gestores e técnicos de manutenção deem instruções detalhadas, simples e práticas para ajudar os operadores a se desenvolverem nas atividades de inspeção e reparação de pequenas anomalias. Para auxiliar neste processo de capacitação há outra ferramenta muito importante e poderosíssima e que deve ser utilizada com muita frequência, a Lição de Um Ponto (LUP) ou Lição Ponto a Ponto (LPP).
Em cada LUP/LPP se passa apenas um único assunto, da maneira mais prática, objetiva e simples possível. Deve-se priorizar a utilização de desenhos e figuras, sendo o conteúdo de cada lição elaborado pelos próprios colaboradores do local das anomalias. São utilizados no máximo 10 minutos para cada transmissão do conhecimento dentro do próprio local de trabalho.
Para agilizar este processo é necessário a criação de um formulário padrão, que deve conter o preenchimento de dados dos equipamentos, a classificação do treinamento, os tipos de anomalias a serem tratados e o conhecimento a ser passados a todos os colaboradores do processo envolvido. Este conhecimento gerado poderá ser parte do material de treinamento do local (Figura 2).
Através destas práticas, os operadores gradualmente compreendem como as anomalias causam problemas. Eles começam a reconhecer a importância da limpeza como um método de inspeção e de aprendizado, e resolvem manter o equipamento em suas condições ideais. Esta mudança de cultura, consequentemente, os encoraja a pensar em maneiras de melhorar seu ambiente de trabalho para torná-lo mais fácil de mantê-lo em ordem.
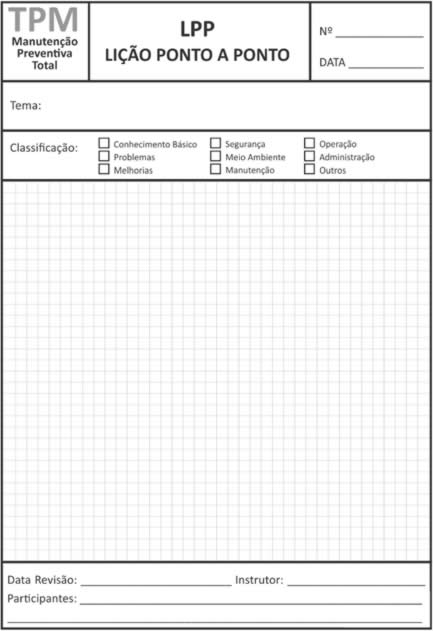
Figura 2- Lição Ponto a Ponto. Fonte: Adaptado de (SUZUKI, 1994)
Referências: SUZUKI, T. TPM in Process Industries. 1ª. ed. New York: Productivity Press, 1994.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}